
Our approach
We have used a line of automatic hangers that transport the MFT computer to the beginning of the area and then perform a synchronous ride in a certain orientation towards the car body until the computer is put away and the flashing operation is confirmed.
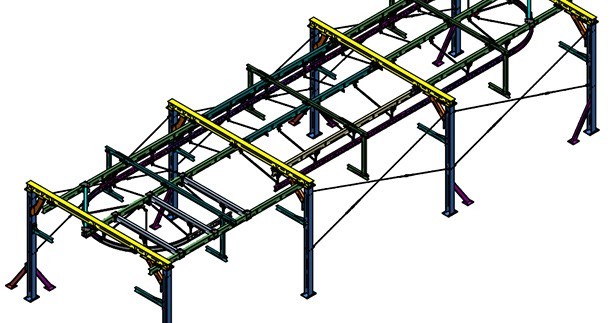
We have designed and delivered a new suspended structure with an aluminium track, which provides power supply in the hangers and acts as a load-bearing element for them. There is a possibility to lead the hanger from the main loop to the service track by means of a crossover.
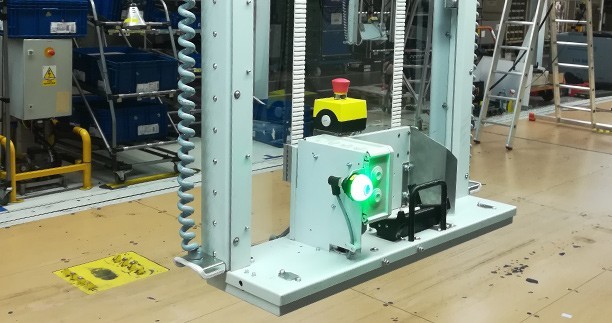
In addition, we have extended the structure with a mobile shelf driven by a geared motor, on which there is an MFT loading station with a “confirm” button and a safety button. The hangers are driven by motors with MoviFit inverters. They move based on the position read by the Leuze bar-code reader and the distance from the Wenglor distance meter.
The installation is connected with a controller group implementing the movement of the line ML5 by the PN/PN Coupler. The installations exchange safety and software stop signals, as well as the hanger-body synchronisation pulse and the schubskid line speed. The synchronization takes place on the basis of information from engine encoders driving the schubskid movement.
The group has been configured with Nazca system, realising the Industry 4.0 functions. Information on the status of the installation, errors and power consumption are transmitted to the master system.
What difficulties did we have to face?
The challenge for us was the choice of the control concept itself, which would facilitate the modification of the driving trajectory and the PLC program, and in this sense would be more efficient than other similar installations in the plant.
We decided that the central unit implementing the control would be a Siemens S7-1500 series controller with a TP1900 panel. Interestingly, this was the first such large installation in the Poznań plant to operate on a new generation controller.
Communication between the hangers and the CPU is done via iWLan with the iPCF protocol for exchanging safe signals.
The network is created by the Access Point, located above the track, and by the clients of Scalance W722 mounted on the hangers. These devices are part of the ProfiNet network, so that they are configured using the TIA Portal environment, and the controller receives their full diagnostics.
What are the benefits of our client coming from the solutions?
The client has received a solution that complies with all offer assumptions. On the ML5 line we installed a new control cabinet with an HMI panel and a new load-bearing structure with an aluminium rail on which four hangers move. They are equipped with safety solutions in the form of safety buttons and crush control.
The main benefits are:
- automation of a manual process
- improvement of the safety of the operator in the station area
- introduction of a new type of controllers in the plant
- development of the Industry 4.0 concept
Used technologies:
- PLC 1511F-1PN
- HMI panel Siemens TP1900
- Wireless iWLan network with iPCF and Safety protocols, realised by the Access Point Scalance W788 and clients Scalance W722
- ProfiNet (ProfiSafe) network
- SEW Movifit inverters
- Leuze BPS 348i code reader
- Wenglor Y1TA100QXT3 distance meter











